 Int'L Trading Co.,Ltd.")
Dansk
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик







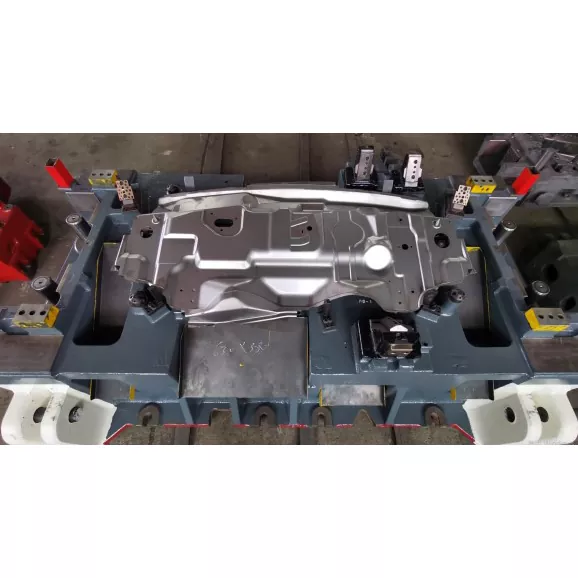
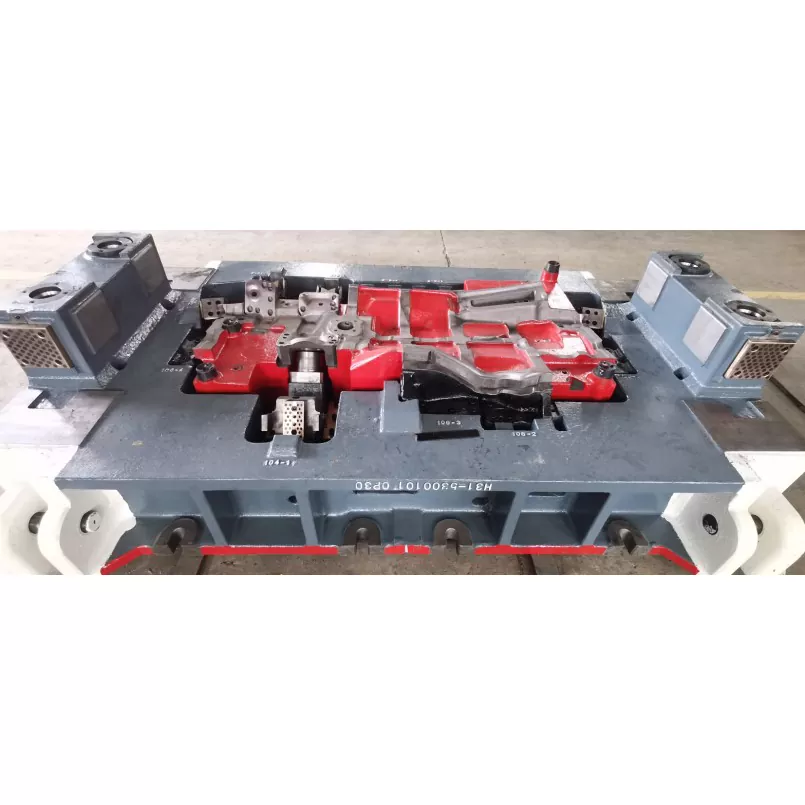
Automotive frontpanel samling stempling dies
Bilens frontpanel er en bærende kernekomponent i køretøjets karrosseri, der understøtter kritiske komponenter såsom motorrummet og modstår kollisionsbelastninger. Som en professionel producent af automotive stansematricer fokuserer SIKAIDA på forskning og udvikling og produktion af højpræcisions automotive frontpanel montering stempling dies, der integrerer flere avancerede teknologier for at sikre den strukturelle styrke og sikkerhedsydelsen af frontpanelet samling. Med hovedkontor i Kina er SIKAIDA en betroet leverandør til globale bilproducenter, der besidder et komplet produktions- og kvalitetskontrolsystem.
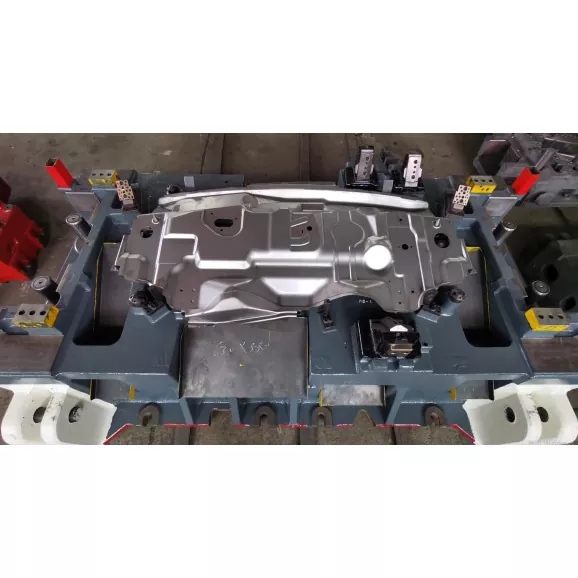
SIKAIDA Automotive Front Panel Assem Stamping Dies er uafhængigt udviklet high-end præcisionsudstyr, velegnet til masseproduktion af frontpanelsamlinger. For at imødekomme den komplekse struktur og høje krav til frontpanelkonstruktionen (store kropspaneler), integrerer matricen avancerede teknologier til at løse centrale produktionsudfordringer. Fabrikken er udstyret med professionelt udstyr og et dedikeret team til at sikre, at formkvaliteten lever op til standarderne.
Produktdetaljer
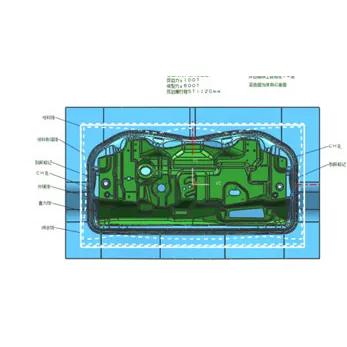
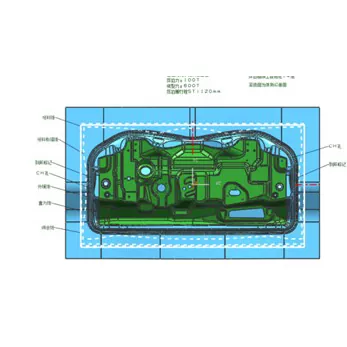
1. Formning af stor kropspanelstruktur
Præcis kontrol af materialeflow og strækning, nøgledimensionel nøjagtighed inden for ±0,1 mm, fladhedsfejl ≤0,15 mm/m; dybe trækområder anvender multi-pass progressiv formning for at undgå materialefejl og forbedre udbyttet.
2. Kompleks buet overfladeformningsteknologi
Automotive frontpanel montering stempling dies udnytte hyperboloid formning og en justerbar profil struktur. Kombineret med CAE-analyse og procesoptimering løser det problemer såsom rynker og revner, opnår en overfladenøjagtighed inden for ±0,05 mm, hvilket sikrer kompatibilitet med tilstødende komponenter.
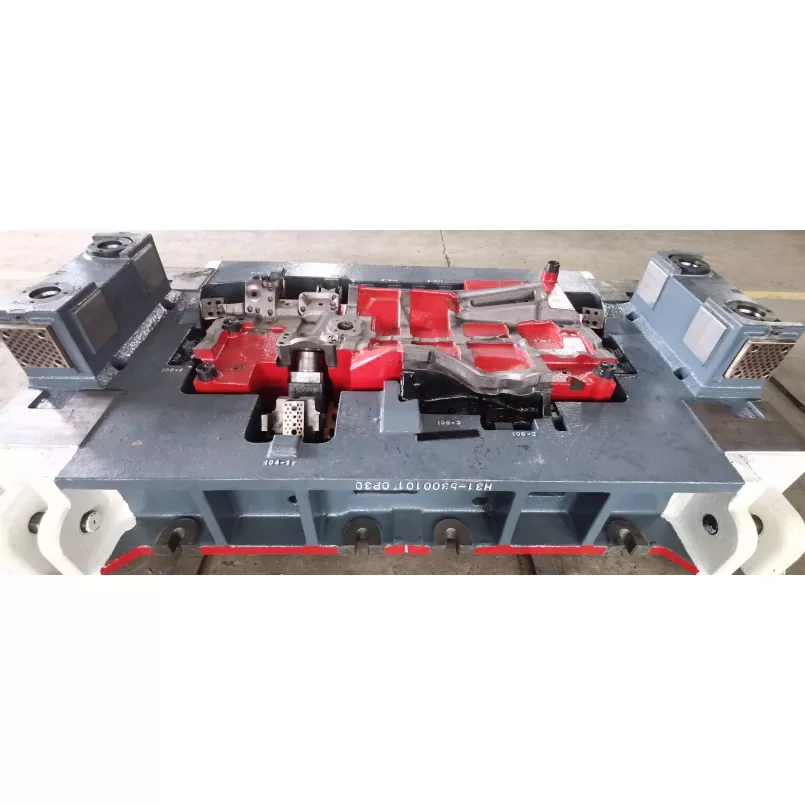
3. Integreret forstærkende bjælkedesign
Frontpanelet og forstærkningsbjælken er integreret ved hjælp af en split-cavity-teknologi, der tilpasser sig højstyrkematerialer og sikrer den geometriske nøjagtighed af forstærkningsbjælken (rethed ≤0,1 mm/m, parallelitet ≤0,15 mm).
4. Multi-komponent integreret formning
Flere processer er integreret, hvilket fuldender multi-komponent formning i en enkelt stempling; modulært design og hurtig formændring tilpasser sig multispecifikationsproduktion, opnår en materialeudnyttelsesgrad på ≥80% og forbedrer produktionseffektiviteten.
5. Høj præcision og sikkerhedsydelse
Højpræcisionsstyring og trykfeedback-kontrol sikrer kritisk hulnøjagtighed inden for ±0,05 mm; optimeret strukturelt design sikrer designet deformation under kollisioner, hvilket garanterer passagersikkerhed.
6. Intelligent proceskontrol og optimering
Automotive Front Panel Assemping Dies bruger CAE-software til optimeret design, der anvender en tre-sløjfe kontrol og intelligent overvågningssystem til at overvåge formningsstatus i realtid, hvilket sikrer stabil produktkvalitet.


Produktegenskaber og applikationer
1. Passagerkøretøjer: Sikrer kroppens stivhed og kollisionssikkerhed, opfylder kravene til udvendig tætning;
2. Kommercielle køretøjer: Tåler kraftige påvirkninger, hvilket sikrer strukturel pålidelighed og holdbarhed;
3. SUV'er/terrængående køretøjer: Tilpasser sig store motorrum, hvilket forbedrer frontbeskyttelsen;
4. Elektriske køretøjer: Tilpasser sig særlige krav såsom batteripakker og kølekanaler, samtidig med at letvægtsdesign tages i betragtning;
5. Racerbiler/performancebiler: Opfylder krav til aerodynamisk, let vægt og høj stivhed;
6. Lastbiler/busser: Tilpasser sig store køretøjer, hvilket sikrer bæreevne og kollisionssikkerhed.
Introduktion til fremstillingsprocessen
1. Produktdesign og analyse
Professionel software bruges til formbarhedsanalyse og procesoptimering for at bestemme optimale parametre, balancere sikkerhed og monteringsnøjagtighed.
2. Formstruktur design
Fuldt 3D-design, modulær struktur, nem vedligeholdelse, tilpasningsdygtig til automatiseret produktion og robotdrift.
3. Materialevalg og forberedelse
- Arbejdsdele: Støbestål med høj hårdhed er valgt, med en speciel legering, der bruges til dybtrækningsområder;
- Formbase/standarddele: Stål af høj kvalitet er valgt for at sikre styrke og præcision;
- Overfladebehandling: Nitrering, hårdforkromning osv. For at reducere friktion og vedhæftning.
4. Præcisionsbearbejdningsproces
Grov bearbejdning giver mulighed for efterbearbejdningstillæg. Efterbehandling udføres ved brug af high-end udstyr, der opnår en overfladeruhed på Ra0,2, hulpositionsnøjagtighed på ±0,01 mm og en hårdhed ≥HV950 efter overfladeforstærkningsbehandling.
5. Montering og fejlretning
Præcisionssamling, parameterfejlfinding på maskinen, inspektion af første stykke og batchforsøgsproduktion sikrer formstabilitet og pålidelighed.
Udviklingstendenser
1. Let og høj styrke: Tilpasning til nye materialer og anvendelse af avancerede processer, balancering af letvægt og sikkerhed;
2. Præcisions- og sikkerhedsoptimering: Udvikling mod præcision på mikronniveau, styrkelse af onlinedetektion og kollisionsoptimering;
3. Fleksibel produktion: Hurtig omskiftning af skimmelsvamp (≤15 minutter), der kan tilpasses til multi-varietet, small-batch produktion;
4. Digital debugging: Kombination af digitale tvillinger for at forkorte udviklingscyklusser med mere end 30 %;
5. Grøn fremstilling: Miljøvenlig og energibesparende, tilpasset behovene for nye energikøretøjer.
Ofte stillede spørgsmål
Spørgsmål 1: Hvilke materialer bruges typisk i automotive frontpanelmonteringsstempelstempel?
A1: Arbejdsdele bruger hovedsageligt støbestål med høj hårdhed som SKD11, Cr12MoV og DC53. Til dybtrækningsdannende dele og forstærkende bjælkeformende områder anvendes pulvermetallurgisk højhastighedsstål eller cementeret hårdmetal. Formrammen bruger konstruktionsstål såsom 45 stål og Q235, og standarddele såsom styresøjler og styremuffer bruger lejestål GCr15. Til meget krævende buede formningsoverflader bruges nogle gange keramiske eller diamantbelægningsmaterialer for at sikre støbeformens slidstyrke og levetid.
Q2: Hvor lang er produktionscyklussen for monteringsforme til frontpaneler til biler?
A2: Afhængigt af kompleksiteten og præcisionskravene til frontpanelsamlingen er produktionscyklussen typisk 16-24 uger. Standardforme til frontfasciesamling tager cirka 16 uger, komplekse buede frontfascieforme tager 20 uger, og ultrastore eller lette frontfasciesamlingsforme kan kræve mere end 24 uger. Den specifikke cyklus afhænger af kompleksiteten af den forreste fascia-struktur, vanskeligheden ved at danne buede overflader og krav til kollisionssikkerhed.
Q3: Hvad er levetiden for formene?
A3: Under normale brugs- og vedligeholdelsesforhold kan levetiden for stemplingsforme til front fascia-samling nå over 300.000 cyklusser. Gennem valget af materialer af høj kvalitet, korrekt varmebehandling og præcisionsbearbejdning kan levetiden for nogle forme nå op på 500.000 cyklusser. Slidstærke områder såsom dybtrukne formningsområder, forstærkende bjælkeformende overflader og buede overflader kræver regelmæssig vedligeholdelse og udskiftning for at sikre produktkvalitet og formstabilitet.
Spørgsmål 4: Hvordan garanteres præcisionen og sikkerhedsydelsen af frontpanelet?
A4: Ved at optimere formningsprocesparametrene gennem CAE-analyse, anvende et højpræcisionsstyresystem, kontrollere materialets tilbagespring og tykkelsesfordeling og regelmæssigt inspicere og vedligeholde formpræcisionen, kan dimensionsnøjagtigheden af frontpanelsamlingen kontrolleres inden for ±0,1 mm, og planheden af parringsoverflader kan nå inden for 0,15 mm. Samtidig sikrer et rimeligt strukturelt design og varmebehandlingsproces, at frontpanelsamlingen har tilstrækkelig strukturel styrke og kollisionssikkerhedsydelse.
Spørgsmål 5: Hvad er de vigtigste kontrolpunkter i fremstillingsprocessen af automotive frontpanel montering stempling dies?
A5: De vigtigste kontrolpunkter i fremstillingen af frontpanelsamlingsforme omfatter: ① Præcis bearbejdning af store dækfladeprofiler for at sikre fladhed og overfladenøjagtighed; ② Styrkelse af formningskvaliteten af bjælkestrukturer for at sikre position og styrke; ③ Materialeflowkontrol af komplekse buede overflader for at undgå dannelse af defekter; ④ Præcisionsbearbejdning af monteringshuller for at sikre monteringsnøjagtighed; ⑤ Varmebehandlingsproces for at sikre hårdhed og sejhed. Hvert kontrolpunkt kræver streng kvalitetsinspektion og proceskontrol, især den præcise kontrol af store dækdannelser og komplekse buede overfladestrukturer.
Hot Tags: Automotive frontpanel montering stempling dies, Kina, producent, leverandør, fabrik
Send forespørgsel
Kontaktoplysninger
-
Adresse
Fengze Two Avenue, Balitai Industrial Park, Jinnan District, Tianjin City, Kina
-
Tlf
-
E-mail
Velkommen til vores hjemmeside! For forespørgsler om vores produkter eller prisliste, bedes du efterlade din e-mail til os, og vi vil kontakte os inden for 24 timer.











